Előző cikkünkben részletesebben körbejártuk a menetfúrás pontosságát és a szerszámok élettartamát befolyásoló tényezőket. Most a technológiával kapcsolatos további tudnivalók után érintjük a menetmarás és menetformázás témakörét is. Végül pedig két olyan digitális megoldást mutatunk be, amelyek megkönnyítik a megfelelő szerszámok kiválasztását egy adott munkafolyamathoz vagy anyaghoz.
Korábbi cikkünkben öt különböző bevonatot (TiN, TiAIN, TiCN, Ultra HL és karbon) mutattunk be, amelyek mind hozzásegítik a menetszerszámot a jobb megmunkálási minőséghez, nagyobb kopásállóságot biztosítanak és csökkentik az élrátétképződést, valamint növelik a szerszám hőállóságát is, ezáltal forgácsolóeszközünk jóval hosszabb élettartamra lesz képes, mint bevonat nélküli társai. Hogy mely bevonat milyen extra tulajdonságokkal ruházza fel a választott szerszámot, arra az alábbiakban derül fény.
A bevonatok fajtái:
- Titán-nitrid (TiN): Univerzális bevonat, amely a vasfémekben és az acél munkadarabokban történő megmunkálást segíti. A Vickers-keménységi skálán nézve 2200-2300 HV keménységű bevonatról van szó. A bevonat hőállósága 500-600 °C, és 0,5-ös súrlódási együtthatóval rendelkezik. A bevonat színe arany.
- Titán-alumínium-nitrid (TiAIN): Univerzális bevonat jelentős vágósebességgel történő nagy teljesítményű forgácsoláshoz. A bevonat 3200 HV keménységű, súrlódási együtthatója 0,55-ös. A hőállóság tekintetében is meglehetősen jó értéket mutat, hiszen a 700-800 °C-os hőnek is ellenáll. A bevonat színe sötét kékesszürke.
- Titán-karbon-nitrid (TiCN): Nagy keménységének és jó kopásállóságának köszönhetően kiválóan alkalmazható nehezen megmunkálható anyagokhoz. A bevonat keménysége 3500 HV, és 0,2-es súrlódási együtthatóval rendelkezik. A bevonat hőállósága 400 °C, színe kékesszürke.
- Ultra HL: A modern megmunkálási folyamatok hívták életre, és speciálisan a menetmegmunkálásra fejlesztették ki. Extrém sima felületet nyújt, valamint kiváló hőálló képességgel rendelkezik, mindamellett, hogy kismértékű hőelvezetés jellemzi. A jelenleg legstrapabíróbb bevonat a piacon. Különösen alkalmas nemesfémekben történő megmunkálásra. A bevonat keménysége 3000 HV, és 0,15-0,2-es súrlódási együtthatóval írható le. Hőállósága 800 °C, színe sötétszürke.
- Karbon: Újszerű speciális bevonat, amely a nemfémes anyagokban könnyíti meg a megmunkálás folyamatát. Az innovatív karbonbevonat nagyon jó felületi tulajdonságokkal rendelkezik, és a hűtőfolyadék-ellátás megszakadása esetén életbe lépő vészüzemi működés esetén is hatékony. 6000 HV keménységgel bír 0,1-es súrlódási együttható mellett. A bevonat hőállósága 700 °C, színe fekete.
A menetfúrás alapvető tulajdonságait korábbi írásunkban szintén tárgyaltuk, amire most újra érdemes felhívni a figyelmet, hiszen a menetformázás és a menetmarás folyamataiban is megtalálhatók a már ismert bevonatok és szerszámanyagok.
Menetalakítás forgács nélkül
A menetfúrással ellentétben létezik egy olyan menetkészítési eljárás, a menetformázás, amelynek során nem képződik forgács. A menetformázás egyik nagy előnye, hogy a kialakított menetek sokkal nagyobb terhelésnek is ellenállnak, mint a menetfúrással készített társaik, hiszen az így megmunkált anyag szálszerkezetében nem történik bevágás. A menetek „hidegalakítás” nyomán, forgácsmentesen kerülnek kialakításra.
A menetformázás további pozitívuma a menetfúrással szemben, hogy az eljárás nyomán kiváló felületminőség jön létre, valamint nagy megmunkálási sebességgel lehet dolgozni magas folyamatbiztonság mellett. A menetformázás során egy szerszám alkalmas lehet átmenő- és zsákfuratok készítésére. A módszernek azonban nemcsak előnyei vannak, hanem bizony hátrányai is. Az egyik ilyen hátulütője, hogy minden esetben szükség van a szerszámok megfelelő kenésére. Kenés hiányában a magas hőmérséklet miatt az anyag letapad a szerszám oldalára. A menetformázás megkezdése előtt mindenképpen szükség van előfurat létrehozása, amelynek kivitele nagyban függ a megmunkálni kívánt anyagtól, a kiválasztott paraméterektől és a rendelkezésre álló eszközöktől. A túl kicsi és túl nagy előfurat egyaránt negatívan befolyásolja a későbbi menetalakítást, és tönkre is teheti a menetkészítés teljes folyamatát.
Folyamatos kenésre van szükség
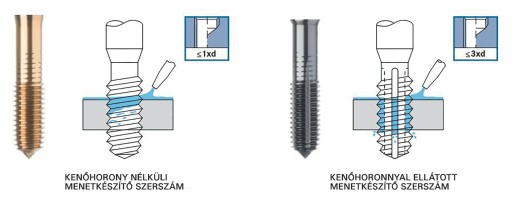
Kétféle menetformázó szerszámot különböztethetünk meg. Az egyik típust ellátták úgynevezett kenőhoronnyal, a másikat viszont nem. Az eltérés, hogy a kenőhoronnyal rendelkező szerszámok kenése a mélyebb furatok esetében is biztosított, míg ez a kenőhorony nélküli szerszámok esetében nem mondható el. Így egy kenőhorony nélküli eszközzel maximum az átmérő másfélszereséig (1,5×D) érdemes dolgozni, hogy a legnagyobb élettartamot hozzuk ki a szerszámból.
Ahogy említettük, a menetformázás egyik kritériuma a folyamatos kenés biztosítása a megmunkálási folyamat közben. Minél nagyobb egy adott kenés zsíraránya, annál hosszabb élettartamot tudunk elérni az adott szerszámnál. Kétféle kenőanyagot különböztetünk meg: az egyik csoportba a vízzel nem keverhető hűtőkenőanyagok tartoznak, a másikba a vízzel keverhetők. A kenőanyagok legfőbb célja, hogy csökkentsék a súrlódást, és hűtsék az anyagot a megmunkálási folyamat közben. Fontos, hogy a vízzel keverhető kenőanyagok esetén a zsír aránya nem lehet kevesebb 6 százaléknál, de ideális esetben 12 százalék felett van. A szerszámok anyaga és a bevonatok típusa is egyező a korábban taglalt menetfúró szerszámokéhoz. Egy új bevonat azonban megjelenik a menetformázó eszközöknél, ez pedig az alumínium-króm-nitrid (ALCrN), amely 1100 °C-os hőállósággal tűnik ki. Ennél a bevonatnál fontos megemlíteni, hogy kizárólag olajat lehet használni kenésként, míg a többi bevonat esetében az emulzió és az olaj egyaránt járható út.
Menetkészítés egy szerszámmal, korlátlanul
A menetkészítés harmadik lehetősége a menetmarás. A számítógéppel vezérelt megmunkálás fejlődésével alakult ki a menetmarás folyamata is. Ezzel összefüggésben a megmunkálás egyik előfeltétele, hogy egy legalább háromtengelyes megmunkálóközpont álljon rendelkezésünkre. A menetmarást előre beprogramozott szoftver segíti, amelyben egy forgó marószerszám és a tengelyek körkörös mozgása alakítja ki a menetet és emelkedését. A menetmarás univerzális mód belső és külső menetek kialakítására. Az eljárás számos előnnyel jár a felhasználó számára. Az egyik, hogy jelentősen optimalizálja a folyamköltségeket. A menetmarás során ugyanis elegendő egyetlen eszköz a jobbos és a balos menetek elkészítésére. Továbbá, ha a menetemelkedés egyezik, akkor különböző átmérők is készíthetők egyetlen marószerszámmal.
Elmondható, hogy a menetkészítési eljárások közül a menetmarásnál tapasztalható az egyik legjobb folyamatbiztonság. Ez azért is előnyös, mert az extrém nagy értékű munkadarabok is magas biztonsági faktor mellett munkálhatók meg. A problémás anyagú termékek (nehéz forgácsképződés vagy rossz forgácstörés) megmunkálására is kiválóan alkalmas. A menetmarást elsődleges megoldásként kell tekinteni, ha vékony falú anyagok megmunkálása szükséges, vagy a munkadarabok befogása instabil. A marással előállított menetek minősége kiemelkedik. A menetmarásnak csak kevés árnyoldalát lehet megemlíteni, de az egyik legjelentősebb, hogy CNC-gépet igényel. A marószerszámoknál fontos megkülönböztetni az axiális és radiális hűtéssel ellátott változatokat. Az axiális hűtőfolyadék-elvezetéssel rendelkező szerszámokat elsősorban zsákfuratok készítéséhez használják, míg a radiális hűtéssel jellemezhetők elsősorban az átmenő furatok előállításánál tesznek kiváló szolgálatot.
A következő maró-menetmaró szerszámokat különböztetjük meg: * többtartományú menetmaró nyaki vékonyítás nélkül * többtartományú menetmaró nyaki vékonyítással * menetmaró süllyesztékkel * mikromenetmaró * menetmaró menetvágóval. A különböző szerszámok mind különféle megmunkálási folyamatokat tesznek lehetővé vagy segítenek elő. Cikkünkben ezekre most nem térünk ki részletesen.
Digitális katalógus szerszámválasztáshoz
Az eddigiekben megismerkedhettünk a menetkészítés alapjaival és azokkal az eszközökkel, amelyek segítséget nyújthatnak egy-egy menet elkészítése során. Érdemes azonban megemlíteni azokat a digitális lehetőségeket, amelyek még inkább hozzájárulnak ahhoz, hogy a megfelelő menetszerszámot válasszuk adott megmunkálási folyamathoz. A következőkben részletesen bemutatjuk a www.szerszamnavigator.hu és a www.hahn-kolb.hu egy speciális funkcióját. Az oldalak kiváló mankót biztosítanak számunkra, hogy pár egyszerű adat ismeretében megtaláljuk a legalkalmasabb szerszámokat.
A www.szerszamnavigator.hu weboldalon a nyelv átállítása után magyar nyelvű kezelőfelület látható, ahol az egyedi elvárások és a megmunkálási folyamat igényei alapján választható ki az ideális szerszám. A felületen három opció tárul fel a tökéletes eszközök kiválasztására. A Szerszámjavaslat menüpont alatt kiválasztható, hogy éppen milyen megmunkálási folyamathoz (például fúrás, dörzsárazás, menetkészítés, marás vagy esztergálás) szükséges eszközt találni. A Menetkészítés opció után lehetőség nyílik a megmunkálási folyamatba illő szerszám megválasztására. A rendszer lehetőséget kínál kézi menetfúró, gépi menetfúró, gépi menetformázó és menetmetsző eszközök kiválasztására. Akinek gépi menetfúróra van szüksége, az a megfelelő opció kiválasztása után egy anyagcsoport-választó táblázattal találkozik, ahol meg lehet adni, hogy éppen milyen anyagban fog történni a munkavégzés. A rendszer lehetőséget ad DIN szabvány szerinti hozzárendeléshez is. Miután meghatározásra kerül az anyag, a navigátor kéri a megmunkálási feladat pontos méreteit, furattípusát és hogy jobbos vagy balos menet elkészítését szeretnék-e végrehajtani. Az adatok pontos megadását követően kiválasztható, hogy milyen anyagminőségű és szárú szerszámmal kívánunk dolgozni. A program az adatok ismeretében elkezdi kilistázni azokat az eszközöket, amelyek a korábban megadott paraméterek alapján szóba jöhetnek. A listázott termékek anyagszámára kattintva részletes információ jelenik meg a választott megmunkálószerszámról. A rendszer megmutatja az adott szerszámhoz tartozó vágási értékeket (előtolás és vágási sebesség) és egy optimális értéket is, amellyel a legnagyobb hatékonyságot és élettartamot lehet elérni a megfelelő megmunkálógép és leszorítás viszonyában.
Az itt megtalálható anyagszámok könnyedén átmásolhatók a www.hahn-kolb.huweboldalra, ahol részletes jellemzést is lehet olvasni a kiválasztott szerszámról, a Dokumentumok fül alatt pedig megtalálhatók a CAD-adatok is a termékről DXF-, PNG- és STP-formátumban. Ezen az oldalon nemcsak az egyes termékek részletes technikai specifikáció tekinthetők meg, hanem egy intelligens szűrű is rendelkezésre áll, ahol hasonló paraméterek alapján lehet terméket keresni, mint a www.szerszamnavigator.hu felületen.
Szép, de bonyolult folyamat
Összességében elmondható, hogy a menetkészítés egy meglehetősen összetett és „szép” megmunkálási folyamat, azonban a szépségében – a komplexitása miatt – számtalan veszély és buktató rejlik. Szerencsére már rendelkezésre állnak olyan online és digitális megoldások, amelyek a forgácsolási szakemberek segítségére vannak. Használatuk pedig jelentősen megkönnyítheti a napi rutint és munkát.